Less specimen preparation
Standard tensile specimens, machining and detours through full specimen production often drop out of the workflow for local tasks.
Application
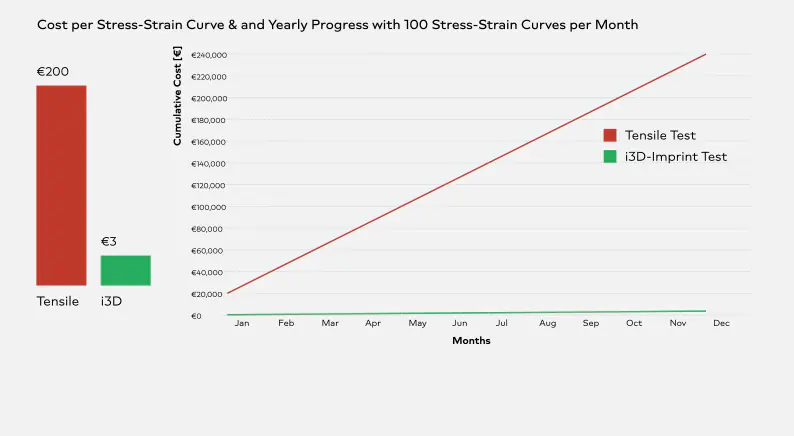
Cost Comparison
The cost distance does not arise at the instrument alone. The key factors are specimen preparation, workshop time, labour and the question whether a full tensile-specimen route is really needed for a fundamentally local task.
Standard tensile specimens, machining and detours through full specimen production often drop out of the workflow for local tasks.
Workshop and testing time stay much leaner when values are generated directly on the part or on small local surfaces.
In the shown comparison the effort drops from roughly 32.70 EUR to about 6.78 EUR per stress-strain curve.
The economic distance grows with testing volume, variant comparison and recurring screening or QA routines.
Cost Picture
The figures follow the logic of the original Imprintec page: investment, sample preparation, labour and total cost are all related to the same output. That keeps the comparison economically solid and technically fair.
1.35 M EUR
1,700,625 EUR for tensile testing versus 352,750 EUR for i3D® at identical data volume.
6.78 EUR
Compared with 32.70 EUR per stress-strain curve for the classical tensile route.
18,750 EUR
For i3D® instead of 240,625 EUR for the tensile specimen plus workshop route.
100,000 EUR
Without an additional CNC mill or lathe for tensile specimen production.
The direct difference does not come from the testing instrument itself but from the additional infrastructure needed for tensile specimens.
| Component | i3D® method | Tensile testing |
|---|---|---|
| Testing system | 100,000 EUR | 100,000 EUR |
| CNC mill / lathe | – | 60,000 EUR |
| Total | 100,000 EUR | 160,000 EUR |
For local tasks the cost driver often sits in the specimen itself. Machining and the surrounding workflow make the classical route much more expensive.
| Item | i3D® method | Tensile testing |
|---|---|---|
| Raw material | 1–2 EUR | 2–3 EUR |
| Turning / milling | – | 10–20 EUR |
| Surface grinding | approx. 1.50 EUR | – |
| Quality control | automatically integrated into the i3D® workflow | 2–5 EUR |
| Logistics & handling | approx. 1 EUR | 1–3 EUR |
| Total cost per unit | approx. 3.50–4.50 EUR | 15–30 EUR |
The example uses 50 working weeks per year. The difference shows how strongly workshop and operator time inflate the classical route economically.
| Role | i3D® | Tensile testing |
|---|---|---|
| Testing staff | 3 h/week | 17.5 h/week |
| Workshop staff | – | 17.5 h/week |
| Annual cost (50 weeks) | 3,750 EUR | 48,125 EUR |
| 5-year cost | 18,750 EUR | 240,625 EUR |
Only the total-cost view shows the true leverage. The gap is structural because it is distributed across investment, specimen production and labour.
| Cost block | i3D® method | Tensile testing |
|---|---|---|
| Investment cost | 100,000 EUR | 160,000 EUR |
| Sample preparation | 234,000 EUR | 1,300,000 EUR |
| Labour | 18,750 EUR | 240,625 EUR |
| Total cost | 352,750 EUR | 1,700,625 EUR |
Reduced to one usable stress-strain curve, the difference becomes immediately tangible. For internal business cases this is often the most useful level.
| Method | Cost per stress-strain curve |
|---|---|
| i3D® | approx. 6.78 EUR |
| Tensile testing | approx. 32.70 EUR |
The comparison does not question tensile testing as a reference method. It shows how much effort is added when the complete classical route is built up for tasks that are fundamentally local.
That is the core economic point: i3D® Indentation Plastometry is strong when local yield strength, tensile strength and stress-strain curves are needed without creating full tensile specimens, machining routes and the surrounding workflow for every question.
The cost driver is not only the testing machine itself. Specimen preparation, workshop time, additional infrastructure and labour across the full specimen route matter even more.
For recurring series work, screening tasks or many variants, this detour can quickly become more expensive than the technical question itself justifies.
i3D® moves testing closer to the part, the local zone and the actual engineering question. This shortens the route from component to usable mechanical statement considerably.
From a materials testing perspective, the advantage does not come from a hardness conversion but from the local i3D® method with derivable values and stress-strain curves at much lower process effort.
For standard-compliant reference specimens, elongation at fracture, established machine routes and classical proof paths, tensile testing remains the correct route.
This cost page therefore does not answer the standards question. It answers the selection question: when is the full tensile-specimen route technically necessary and when is a local testing strategy economically the better route?
Contacts
If serial volume, variant comparison or local component zones need an economic assessment, it makes sense to compare tensile testing directly with a local testing strategy.

